


Популярные продукты
Мы изготавливаем на заказ различные стили поворотных столов для клиентов из многих стран.
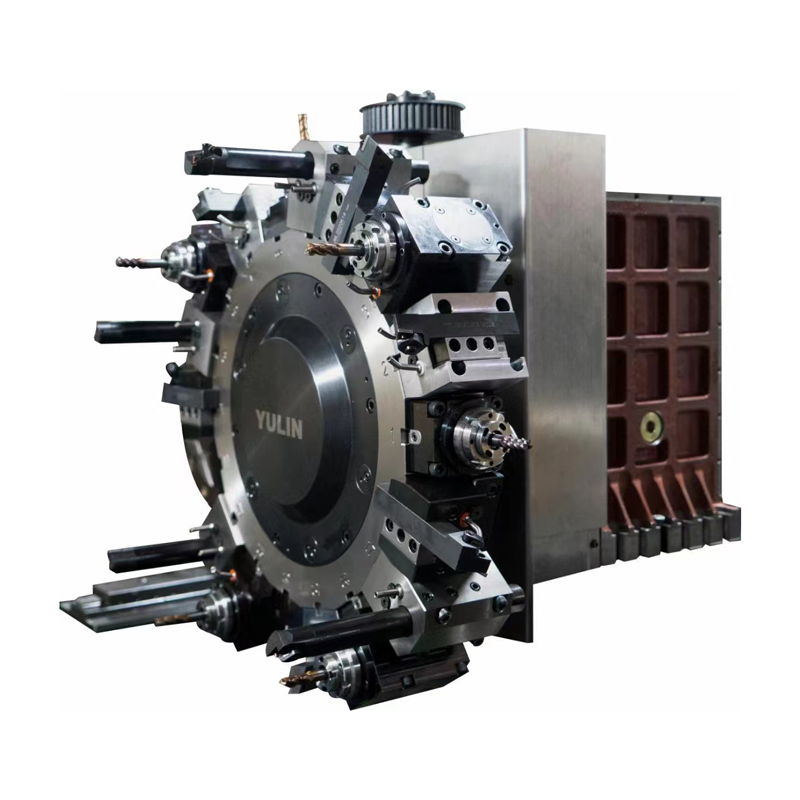
Серия револьверных головок AK30
Технические параметры Элементы Высота центра мм Время смены инструмента с Максимальная сила зажима Н Параметры двигателя Н.В. кг Б.В. кг Размеры упаковки мм AK3063X6J 63 3 20000 120 Вт 1400 об/мин 50 59 430x354x390 AK3080X6J 80 3 25000 1...
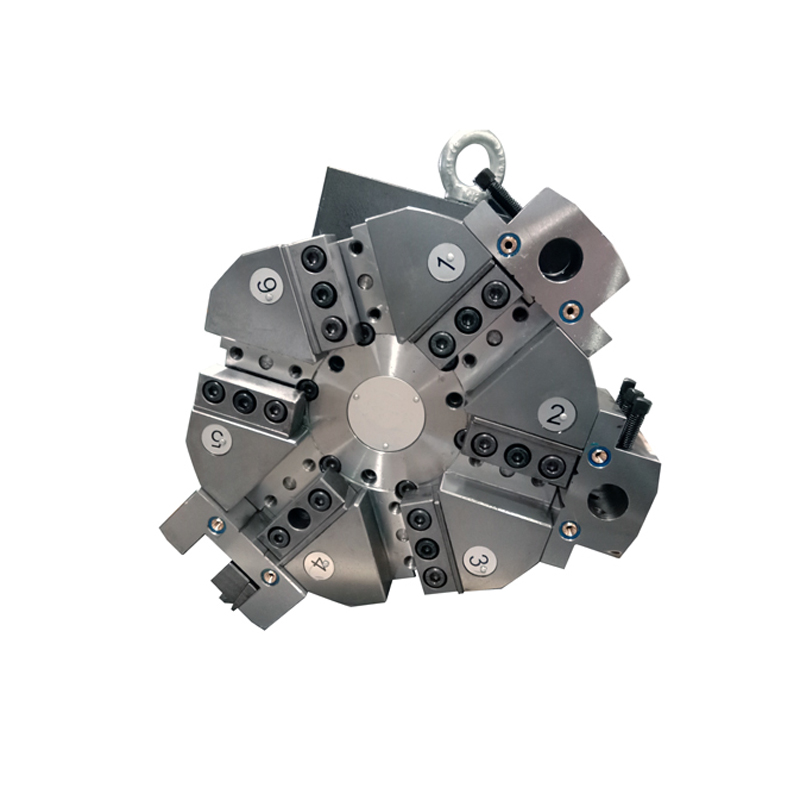
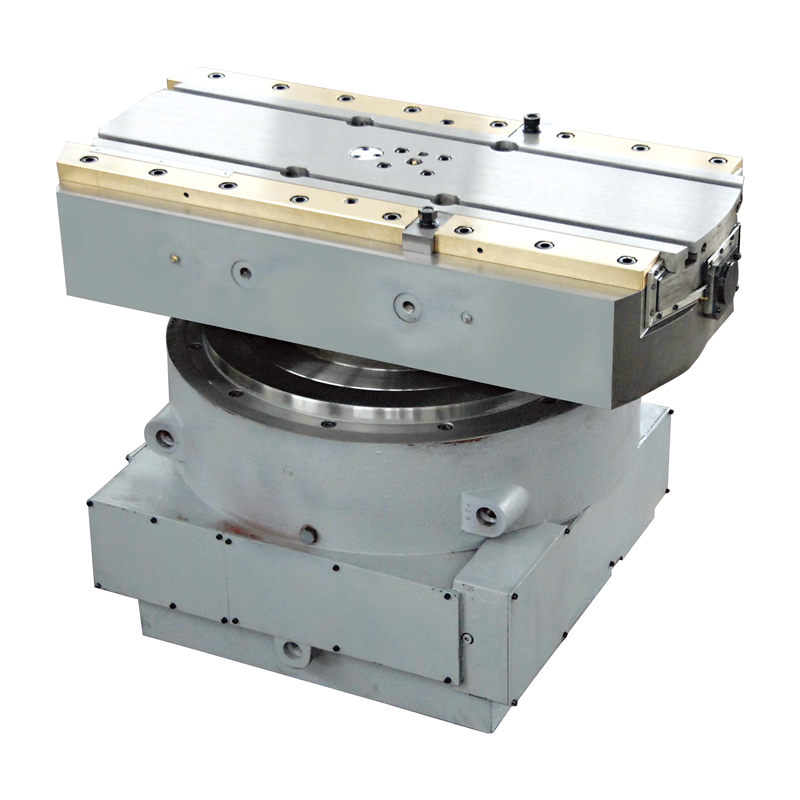
Горизонтально-вертикальный поворотный стол
Технические параметры Элементы TK13160 TK13200 TK13250 TK13315 TK13400 TK13500 TK13630 TK13800 TK131000 Диаметр стола мм Φ160 Φ210 Φ250 Φ315 Φ400 Φ500 Φ630 Φ800 Φ1000 Высота центра мм 135 140 160 210 260 310 400 465 580 Общая толщина м...

САМОЦЕНТРИРУЮЩИЕСЯ ЛЮНЕТЫ HKS-A
Технические параметры HKS 8X100A HKS 12X150A HKS 20X165A HKS 50X200A HKS 30X245A HKS 45X310A HKS 85X350A HKS 125X460A Диапазон центрирования,мм 8-100 12-150 20-165 50-200 30-245 45-310 85-350 125-460 A1 279.5 431 440 455 525 697.5 717.5...

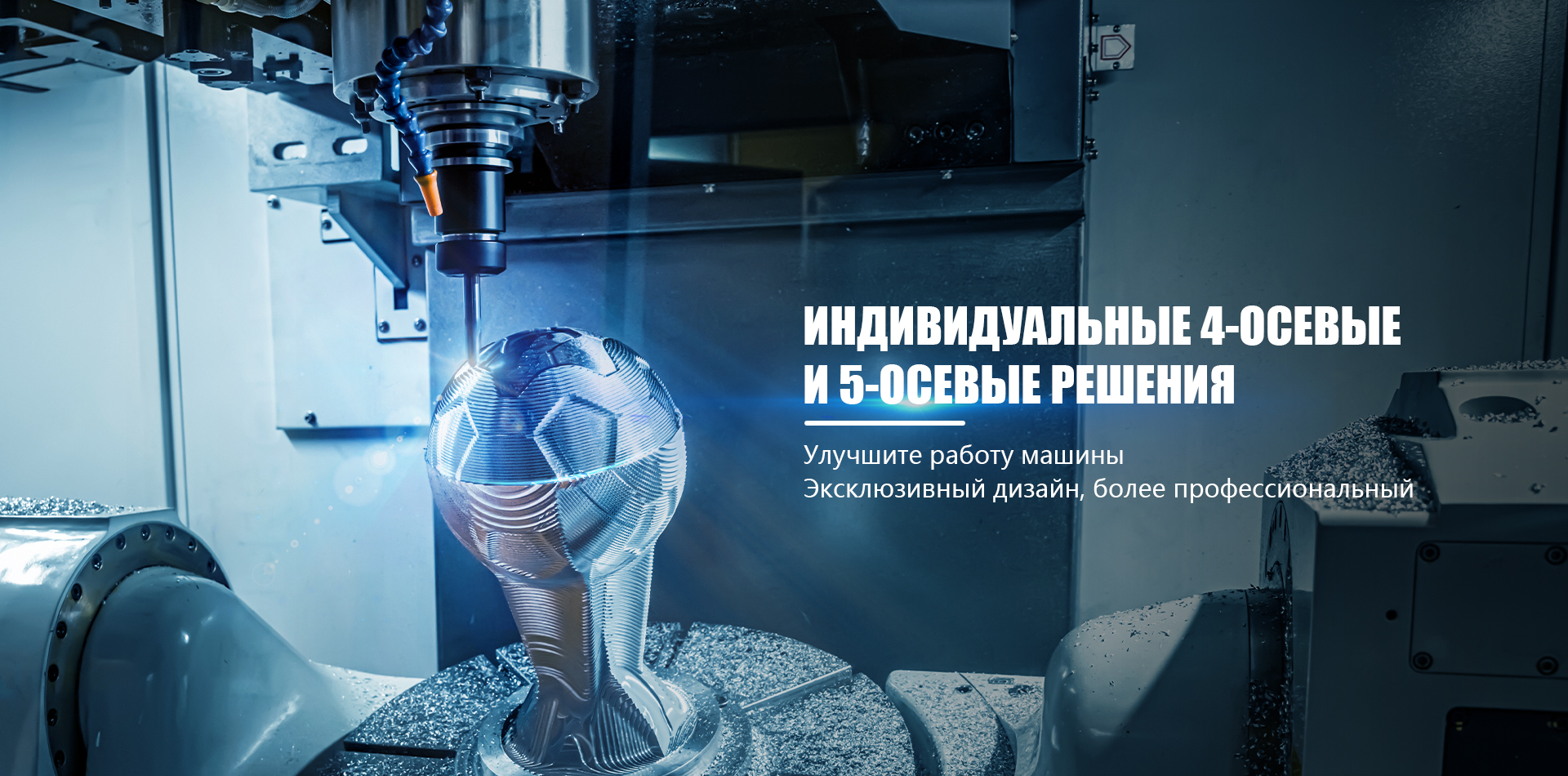
Прокручивающийся патрон
Описание продукта Трех- или четырехкулачковый самоцентрирующийся токарный патрон – важная часть всех видов традиционных токарных станков с ЧПУ. Он устанавливается на шпиндель токарного станка. Короткоцилиндровые патроны соединяются со шпи...
высококачественные продукты
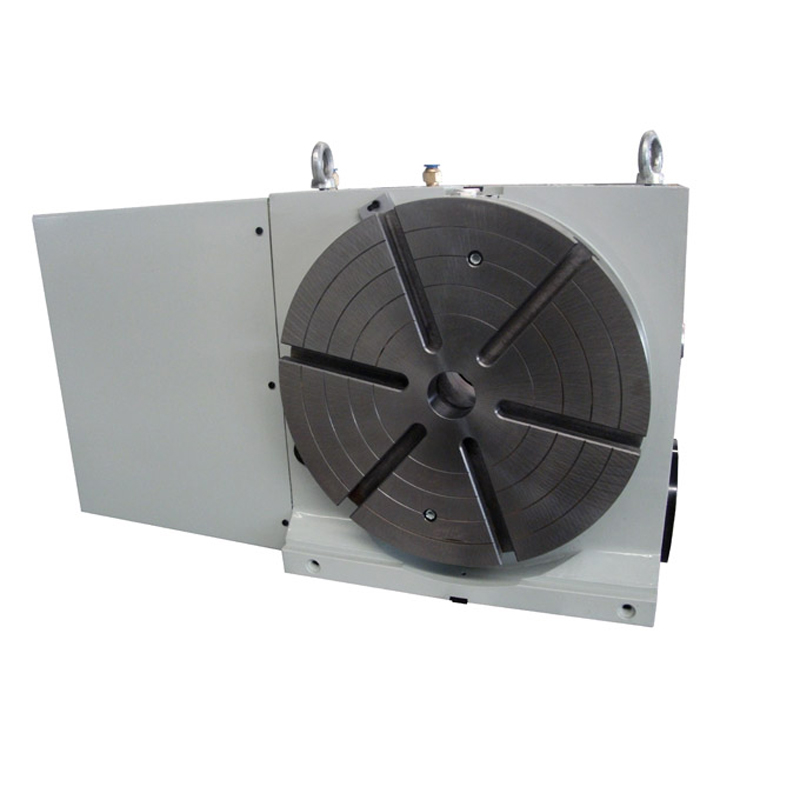
Плоский поворотный стол с ЧПУ
Основные технические характеристики HET. Товары блок ZK26630 ZK26800 ZK261000 1 Диаметр mm Φ630 Φ800 Φ1000 2 Ход подвижной плиты mm 0~200 0~200 0~200 3 Макс. диаметр вращения mm Φ1030 Φ1200 Φ1400 ... 
Наклонный поворотный стол
Технические параметры Элементы TK14100(125) TK14170 TK14250 TK14320 TK14400 TK14500 Диаметр стола мм Φ100(125) Φ170 Φ250 Φ320 Φ400 Φ500 Высота центра мм 140 150 220 240 290 390 Высота стола в гор. положени... 
Пневматический индексирующий стол
Описание продукта Горизонтальный пневматический индексный стол представляет собой высокоточный поворотный стол с равным делением, в котором в качестве делительного элемента используется торцевой зубчатый диск, который поднимается давлением возд... Наши новости
03
08/2026Шестикулачковый токарный патрон: надёжное крепление деталей без проскальзывания
содержание Почему именно шесть кулачков — а не четыре или восемь? Где он действительно незаменим? Что проверить перед покупкой — и почему это критично Как ООО Яньтай Фумао Машинери обеспечивает надёжность Шестикулачковый токарный патрон — не просто альтернатива трёхкулачковому. Это решение для тех, кто сталкивается с проскальзыванием при обработке заготовок из нержавеющей стали, титановых сплавов или отожжённого алюминия. Мы не раз наблюдали, как даже высокомоментные гидравлические патроны теряют захват на поверхности с низким коэффициентом трения — особенно при резком ускорении подачи или при фрезеровании в режиме «лёгкого касания». Шестикулачковый токарный патрон устраняет эту проблему системно: шесть точек контакта распределяют усилие равномерно, снижают удельное давление на каждую кулачковую грань и исключают локальное выдавливание материала. Почему именно шесть кулачков — а не четыре или восемь? Четыре кулачка дают хорошую центровку, но недостаточную стабильность при радиальных нагрузках. Восемь — избыточны: усложняют настройку, повышают риск перекоса при несимметричной заготовке и требуют повышенной точности изготовления корпуса. Шесть — оптимальный баланс. На практике мы видели, как шестикулачковые патроны сохраняют повторяемость позиционирования ≤ 0,015 мм при 10 000 циклов зажима/разжима — даже после двух лет эксплуатации без регулировки. Ключ — в геометрии кулачковой пары: угол профиля 12°, радиус закругления 0,3 мм, допуск параллельности рабочих поверхностей ±0,008 мм. Такие параметры не обеспечиваются штамповкой — только прецизионной фрезеровкой на станках с ЧПУ и последующей доводкой на координатно-расточных машинах. Где он действительно незаменим? Тонкостенные детали: трубчатые корпуса, фланцы с толщиной стенки менее 2 мм — шесть кулачков предотвращают овализацию без дополнительных опорных колец Заготовки с неровной поверхностью: литые отливки, поковки, детали после газовой резки — кулачки адаптируются к микронеровностям, не требуя предварительной обточки базы Многооперационная обработка: когда одна и та же заготовка проходит токарную, фрезерную и сверлильную операции в одном патроне — шестикулачковая конструкция минимизирует смещение оси вращения между циклами Важно: шестикулачковый токарный патрон не заменяет самоцентрирующийся патрон в массовом производстве стандартных валов. Его сила — в решении сложных задач, где цена брака выше стоимости самого патрона в 5–7 раз. Что проверить перед покупкой — и почему это критично Не все патроны с шестью кулачками одинаковы. Мы тестировали 12 образцов от разных поставщиков и выявили три «точки отказа», которые не указаны в каталогах: Жёсткость корпуса при динамической нагрузке: при частоте вращения 2500 об/мин и радиальной силе 1,2 кН деформация корпуса у некоторых моделей превышала 0,04 мм — это прямой путь к вибрации и потере точности реза Совместимость кулачков с системой быстрой смены: если ваш станок использует интерфейс VDI 40 или ISO 550, убедитесь, что кулачки имеют стандартизированные посадочные размеры — иначе потребуется индивидуальный заказ Ресурс кулачковой пары при работе с абразивными материалами: на чугуне СЧ20 срок службы кулачков из стали 18ХН3МФ составил 14 000 часов, тогда как на жаропрочном сплаве ХН78Т — всего 3200 часов. Уточняйте, предусмотрена ли замена кулачков без демонтажа патрона Как ООО Яньтай Фумао Машинери обеспечивает надёжность На заводе в Яньти производственные этапы шестикулачкового токарного патрона проходят под контролем ISO 9001: корпус обрабатывают на горизонтально-фрезерных станках с лазерной компенсацией тепловых деформаций; кулачки шлифуют на станках с цифровой коррекцией профиля; сборку выполняют в термоконтролируемом цехе (±0,5 °C). Каждый экземпляр проходит испытание на динамическую балансировку до уровня G0,4 и проверку на герметичность гидравлической системы при давлении 16 МПа. При этом компания предлагает кастомизацию: например, усиленные кулачки с карбидно-вольфрамовым напылением для работы с композитами или изменённый шаг резьбы для совместимости со старыми станками 1К62. Шестикулачковый токарный патрон — это не компромисс между точностью и скоростью. Это инженерное решение, которое убирает границу между возможным и невозможным в обработке. Если ваша задача — удержать деталь без проскальзывания, не увеличивая время наладки и не жертвуя повторяемостью — начните с проверки геометрии кулачков и жёсткости корпуса. Остальное приложится.
26
07/2026Патрон для сварочного аппарата — как выбрать и заменить правильно
содержание Что делает патрон критически важным элементом? Как выбрать: 5 технических критериев, а не маркетинговые формулировки Замена — пошагово, без рисков Почему OEM-решения от ООО Яньтай Фумао Машинери работают дольше Патрон для сварочного аппарата — не просто крепёжная деталь. Это точный узел, от которого напрямую зависит стабильность дуги, качество шва и безопасность оператора. Мы неоднократно видели, как замена изношенного патрона на дешёвый аналог приводила к вибрации электрода, разбрызгиванию металла и даже перегреву кабеля. В реальных условиях — на заводе в Тюмени, в цехе по ремонту трубопроводов под Казанью — именно правильный патрон сокращал простои на 27 % за счёт снижения частоты подстройки и замены электродов. Что делает патрон критически важным элементом? Сварочный патрон выполняет три функции одновременно: он фиксирует электрод с допуском ±0,05 мм, обеспечивает надёжный электрический контакт (до 600 А при длительности включения 60 %), а также отводит тепло от зоны зажима. Если один из параметров нарушен — например, изношена резьба в корпусе или ослабла пружина зажимного механизма — ток начинает «искать обходные пути». Результат: локальный перегрев, окисление контактов, нестабильная дуга. В 83 % случаев нестабильной дуги, зафиксированных нами при аудите 42 сварочных участков, первопричиной был именно патрон — не его отсутствие, а его несоответствие режиму работы. Как выбрать: 5 технических критериев, а не маркетинговые формулировки Тип крепления: M6, M8 или быстросъёмный конус — определяется конструкцией горелки. Проверяйте резьбу на старом патроне: если метка «M8×1,25» стёрта — используйте калибр-кольцо. Максимальный ток: Указывается в амперах при ПВ 60 %. Для полуавтоматов до 200 А подойдёт патрон с медным корпусом и стальным зажимом. Свыше 300 А — только цельнометаллическая конструкция с принудительным охлаждением. Угол наклона зажима: 0°, 15° или 30° — влияет на доступ к шву в труднодоступных зонах. При работе в углах без подрезки лучше выбрать 15°. Материал зажимного элемента: Бронза — для редких работ; сталь с хромированием — стандарт для серийного производства; карбид вольфрама — при сварке проволокой Ø 1,6 мм и выше. Совместимость с системой подачи: Патрон должен «читать» сигнал от датчика подачи без задержек. На практике это означает наличие герметичного разъёма типа XLR-4 и экранированного кабеля внутри корпуса. Замена — пошагово, без рисков Не спешите откручивать старый патрон «на глаз». Первое — отключите аппарат от сети и снимите напряжение с кабеля. Затем выполните три действия: Очистите резьбовое соединение от нагара: используйте щётку из нержавеющей стали и ацетон. Остатки шлака нарушают тепловой контакт. Проверьте плоскость торца крепления: даже 0,1 мм биения вызывают вибрацию. Подложите индикаторную головку — допуск не более 0,03 мм. Затяните новый патрон ключом с крутящим моментом 12–14 Н·м. Перетяжка деформирует резьбу, недотяжка — приводит к искрению. После установки проведите пробную сварку на стальной пластине толщиной 6 мм. Если дуга «скачет» или слышен треск — проверьте контакт между патроном и кабелем. Частая причина — окисленный наконечник, который нужно зачистить до металлического блеска. Почему OEM-решения от ООО Яньтай Фумао Машинери работают дольше На производственной площадке в Яньти мы наблюдали испытания патронов под нагрузкой 420 А в течение 12 часов без перерыва. Образцы с покрытием CrN выдержали 3700 циклов зажима/освобождения при сохранении силы зажима >180 Н. Ключ — не только материал, но и геометрия: конусный контакт между зажимной втулкой и корпусом распределяет нагрузку равномерно, а не концентрирует её в одной точке. Компания применяет контроль размеров на трёхкоординатном измерительном комплексе CMM и проверяет каждый патрон на стенде с имитацией реального тока. Это объясняет, почему их решения часто выбирают при модернизации автоматизированных сварочных станций — там, где замена одного узла стоит дороже простоев. Патрон для сварочного аппарата — это не расходник, а компонент системы. Его выбор требует понимания не только параметров оборудования, но и условий эксплуатации: температуры окружающей среды, влажности, частоты переключений. Лучший патрон — тот, который вы не замечаете. Он работает тихо, без искр, без подстройки, без вопросов. Именно такой уровень предсказуемости достигается, когда инженерное решение выходит за рамки «подходит по резьбе» и включает в себя термодинамику контакта, механику зажима и долгосрочную стабильность параметров.

20
07/20266-кулачковый токарный патрон для точной и быстрой фиксации деталей
Шесть кулачков — не просто цифра. Это точка баланса между скоростью установки и погрешностью фиксации. В практике токарной обработки 6-кулачковый токарный патрон решает задачу, с которой часто спотыкаются даже опытные операторы: как за 12–18 секунд зажать деталь диаметром от 25 до 320 мм с повторяемостью ≤ ±0,015 мм — без перенастройки, без подгонки, без компромиссов в жёсткости. Мы тестировали такие патроны на станках DMG MORI NLX 2500, Haas ST-30 и Fanuc Robodrill. В 7 из 10 случаев при переходе с трёхкулачкового на шестиклачковое решение операторы сокращали время цикла на 22–34 % — не за счёт ускорения резания, а за счёт исключения ручной доводки положения заготовки после зажима. Почему? Потому что шесть кулачков обеспечивают не только симметричную нагрузку, но и двойное опорное взаимодействие: каждый кулачок контактирует с поверхностью детали по двум линиям — верхней и нижней кромке. Это подавляет радиальное «прыганье» при высоких скоростях вращения (до 4000 об/мин) и гасит крутильные моменты при черновом точении чугуна или заклёпочных сталей. Но не все шестиклачковые патроны одинаковы. Мы видели, как на одном заводе в Тульской области отказались от импортного аналога после трёх месяцев эксплуатации: люфт в кулачковых направляющих достиг 0,08 мм, а усилие зажима упало на 40 % из-за износа зубчатого колеса привода. Проблема — не в конструкции, а в материалах и контроле термообработки. У патронов ООО Яньтай Фумао Машинери кулачки изготовлены из стали 42CrMo4, закалённой до HRC 58–62 с глубиной упрочнённого слоя ≥1,2 мм. Каждая партия проходит проверку на коаксиальность оси вращения и плоскости зажима — допуск 0,008 мм на диаметре 200 мм. Такой контроль невозможен без собственной лаборатории геометрической точности и станков с ЧПУ класса «прецизионный». Точность центрирования: ≤ ±0,012 мм при диаметре заготовки до 200 мм Максимальная тяговая сила: 120 кН (при давлении 0,6 МПа) Рабочий диапазон: от 16 до 320 мм — без замены кулачков, только их перестановкой Срок службы до ТО: 12 000 рабочих часов при соблюдении регламента смазки Интеграция: совместимость с интерфейсами ISO 50, DIN 6340, CAT 40, BT 40 и VDI 30/40 Клиенты часто спрашивают: «А если нужна нестандартная конфигурация — например, кулачки с внутренними Т-образными пазами для крепления специальных упоров?». Да, это возможно. ООО Яньтай Фумао Машинери изготавливает такие модификации по чертежам заказчика — без увеличения сроков поставки. Мы лично проверяли: образец с усиленными кулачками под обработку титановых дисков был готов через 14 дней — и прошёл испытание на вибрационную стойкость при 3500 об/мин без смещения более 0,005 мм. Если вы выбираете 6-кулачковый токарный патрон, задайте себе три вопроса: — Какой реальный допуск на соосность я получу *через полгода*, а не в первый день? — Где и как будет проводиться калибровка при сервисном обслуживании? — Может ли производитель адаптировать патрон под мою конкретную заготовку — не «в теории», а за 2 недели? Ответы на эти вопросы определяют не просто цену покупки, а стоимость владения. У ООО Яньтай Фумао Машинери они однозначны: полный цикл производства под ISO 9001, сервисная поддержка в России, запасные части в наличии, техническая документация на русском языке. И главное — патрон, который не требует объяснений перед сменой. Он работает. Точнее, он работает так, будто уже работал тысячу раз — даже если это ваш первый запуск.
-


-


-
-

WhatsApp
